

Trong suốt quá trình lắp ráp, bạn có thể thấy một số chi tiết hoặc quá chặt hoặc quá lỏng (e.g. ổ bi không thể được ép vào hoặc ổ bi bị rơi ra). Nếu bạn gặp một chi tiết cần điều chỉnh kích thước, vui lòng tham khảo hướng dẫn lắp ráp có thể cấu hình (configurable assembly guide), trong đó có hướng dẫn chi tiết về cách điều chỉnh chi tiết bằng liên kết CAD Onshape (Onshape CAD link) đã được gửi tới email của bạn. [Chú giải: CAD (Computer-Aided Design) = thiết kế hỗ trợ máy tính; Onshape = nền tảng CAD trên web.]
Bước và mô tả (Step and Description) | Hình ảnh (Image) |
1 - Ép (press) một ổ bi có gờ (flanged bearing) ID 6 mm / OD 14 mm vào lỗ lớn trên Plate 1, ở phía có phần nhô ra (overhanging portion) nằm bên trong lỗ ổ bi (bearing hole). [Chú giải: ID (inner diameter) = đường kính trong; OD (outer diameter) = đường kính ngoài; flanged bearing = ổ bi có vành/gờ để định vị.] Nếu bạn gặp khó khăn khi ép ổ bi vào, hãy thử nhẹ nhàng bằng búa (mallet). [Chú giải: mallet thường là búa cao su/nhựa.] |   |
2 - Ép (press) một ổ bi có gờ (flanged bearing) ID 6 mm / OD 14 mm vào lỗ lớn phía ngoài (outer large hole) trên Plate 2, ở phía có phần nhô ra (overhanging portion) nằm trong lỗ ổ bi (bearing hole). Nếu bạn gặp khó khăn khi ép ổ bi vào, hãy thử nhẹ nhàng bằng búa (mallet). | 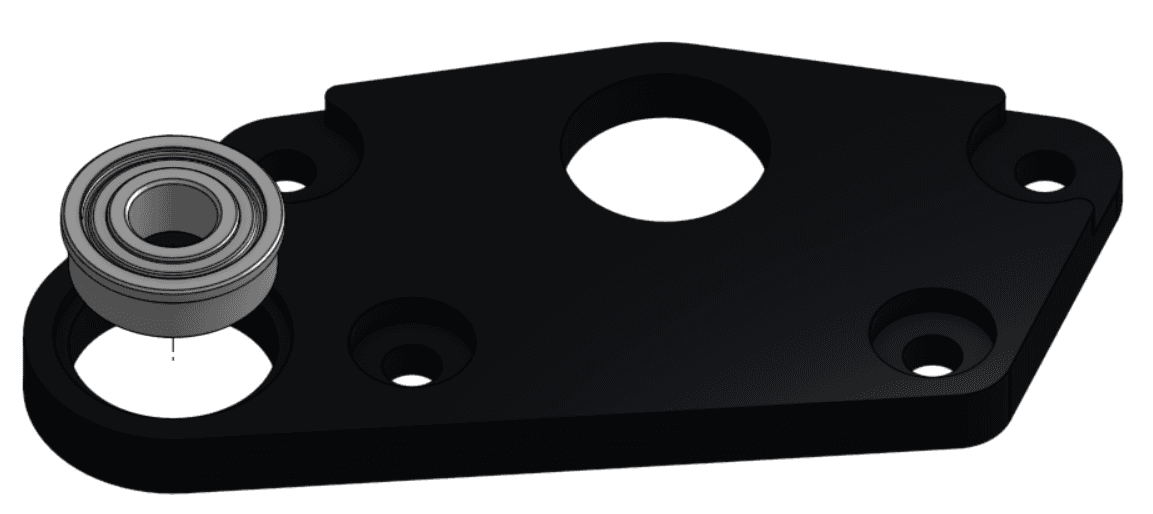 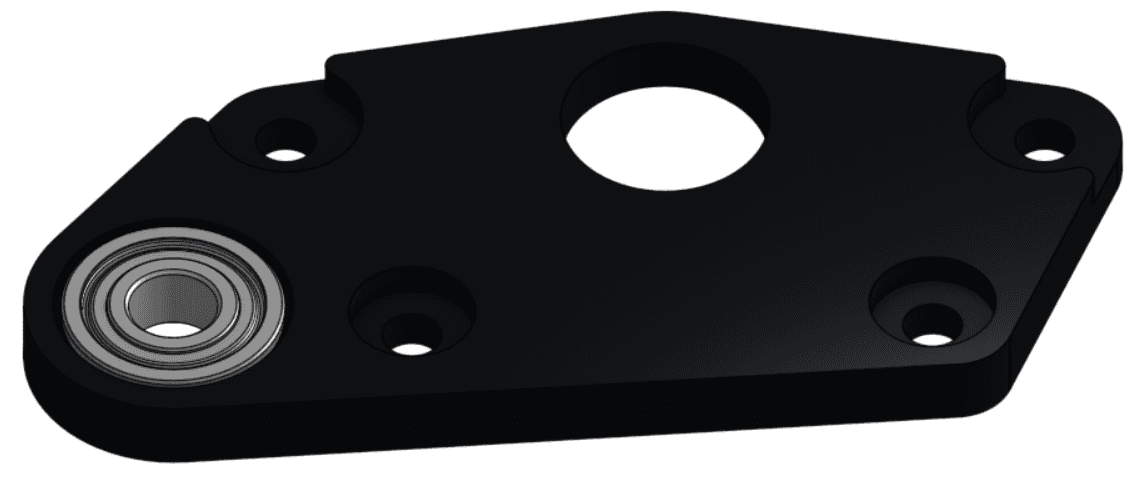 |
3 - Ép (press) một ổ bi có gờ (flanged bearing) ID 8 mm / OD 14 mm vào lỗ lớn ở giữa (central large hole) trên Plate 2, ở phía có phần nhô ra (overhanging portion) nằm trong lỗ ổ bi (bearing hole). Nếu bạn gặp khó khăn khi ép ổ bi vào, hãy thử nhẹ nhàng bằng búa (mallet). | 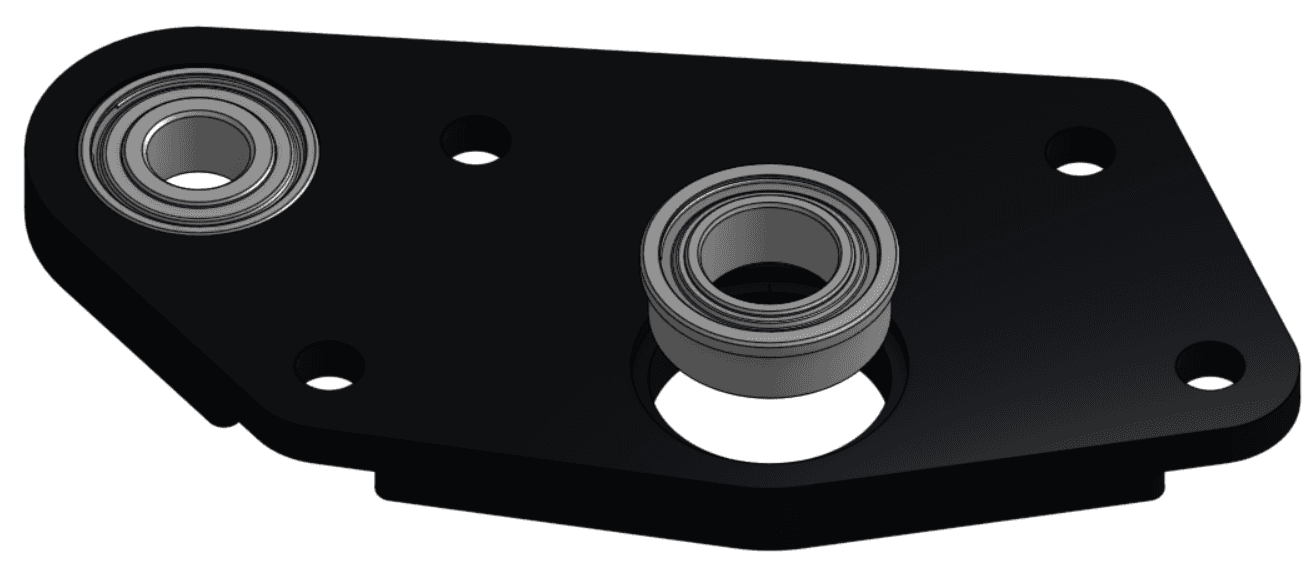 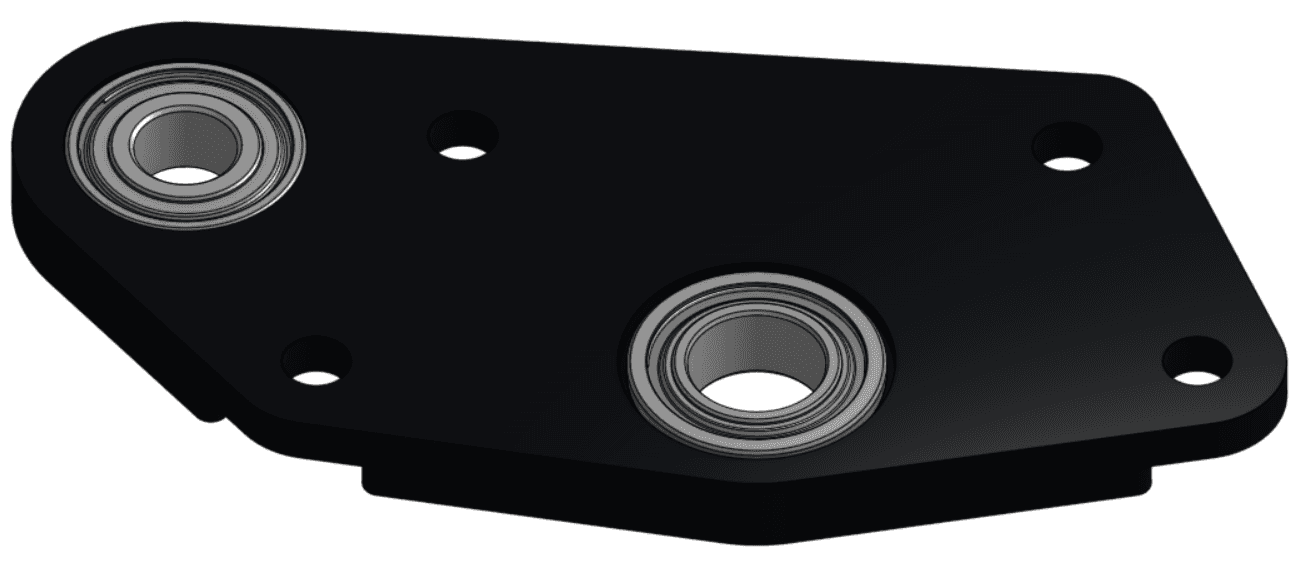 |
4 - Gắn (attach) một trụ giãn cách M4 dài 16 mm (16mm M4 standoff) vào lỗ ở góc trên của Plate 1. [Chú giải: standoff = trụ giãn cách/spacer có ren dùng để tạo khoảng cách và cố định.] |   |
5 - Bắt (screw) REV Through Bore Encoder (REV Through Bore Encoder) lên Plate 1 bằng 2 vít M4 (M4 screws) với các trụ giãn cách (standoffs) đặt ở mặt trong của tấm (plate) đóng vai trò như ê-cu (nut) cho vít. [Chú giải: through-bore encoder = encoder dạng lỗ xuyên để lắp quanh trục.] Khi bắt (screw) REV Encoder lên tấm (plate), hãy giữ bộ vít/trụ giãn cách (screw/standoff) đầu tiên hơi lỏng, và chỉ siết chặt cuối cùng (final tightening) sau khi cả hai bộ trụ giãn cách/vít (standoffs/screws) đã được lắp xong. | 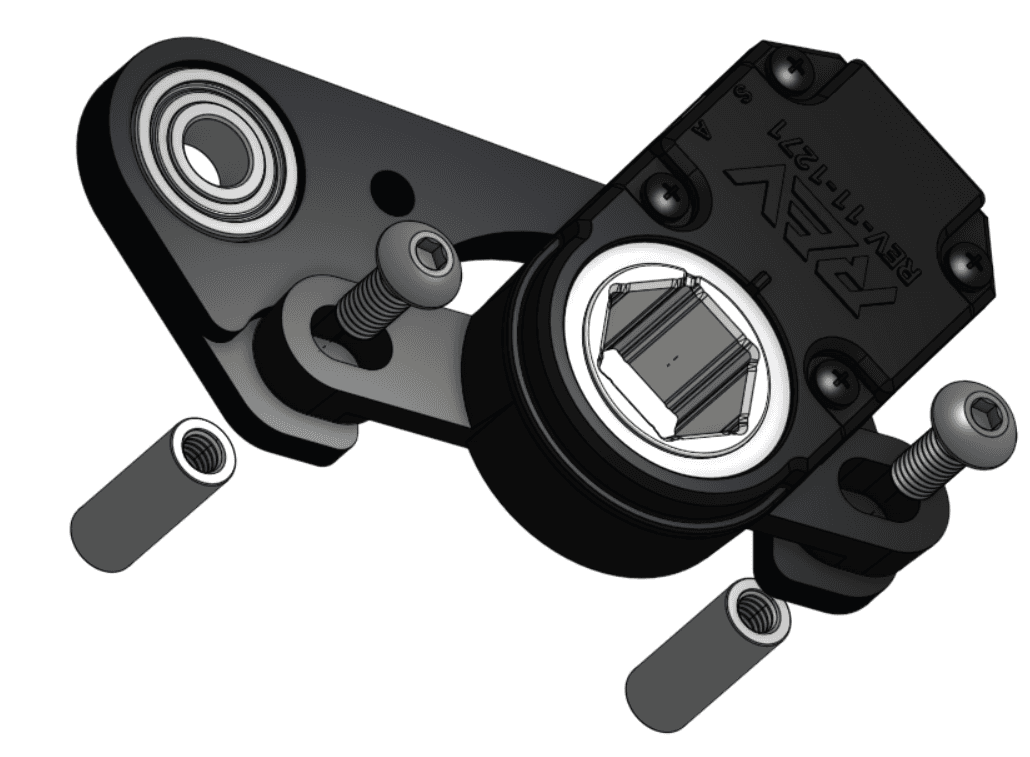 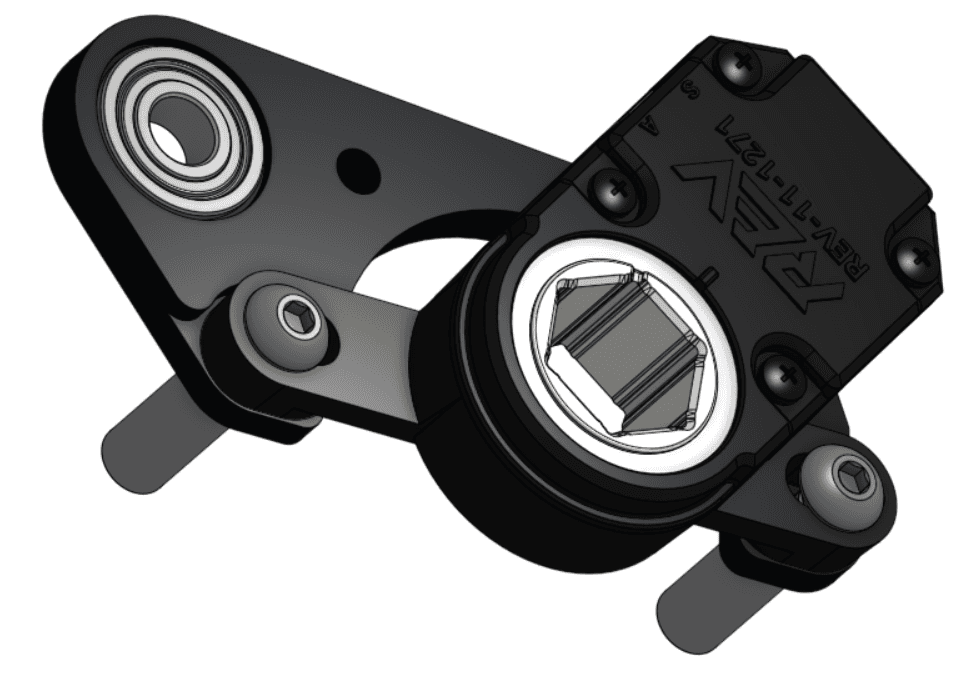 |
6 - Ép (press) Wheel Insert 2 (Wheel Insert 2) (loại lục giác) vào lỗ lục giác (hex bore) của REV Encoder. Sau khi ép hết cỡ, vành tròn (circular lip) của inert phải nằm phẳng (sit flat) áp sát vào mặt (face) của vòng trong (internal race) của REV Encoder. [Chú giải: 'inert' là từ trong tài liệu gốc (có thể là 'insert'); internal race = vòng trong.] | 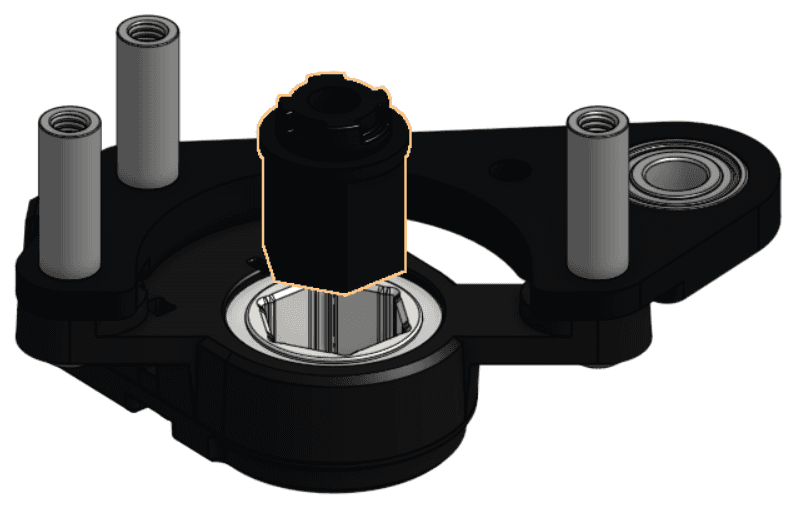 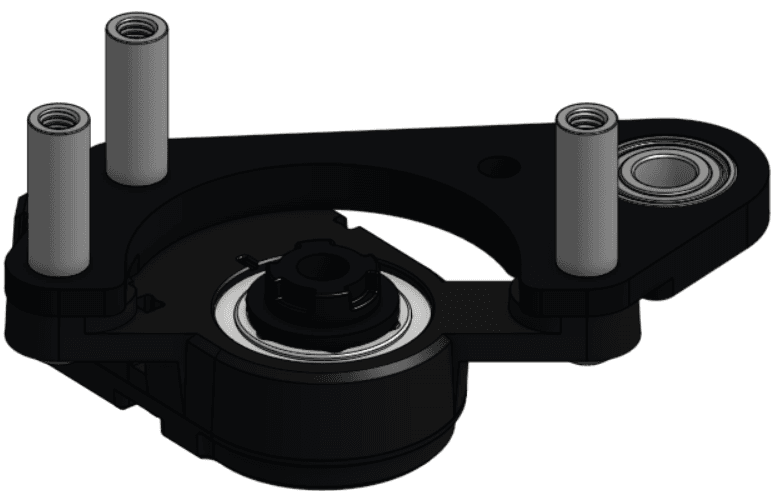 |
7 - Căn chỉnh (align) các rãnh khía (notches) của lỗ (bore) của bánh xe Rotacaster 35mm Omni Wheel (Rotacaster 35mm Omni Wheel) với các rãnh khía trên Wheel Insert 2 và ép (press) bánh xe lên insert. Việc căn chỉnh và ép các rãnh khía (notches) của insert và bánh xe khớp với nhau có thể là bước đặc biệt khó nếu dung sai in 3D (3D-printing tolerance) bị lệch. Hãy đảm bảo kiểm tra dung sai (tolerance) của các insert trong bước này. | 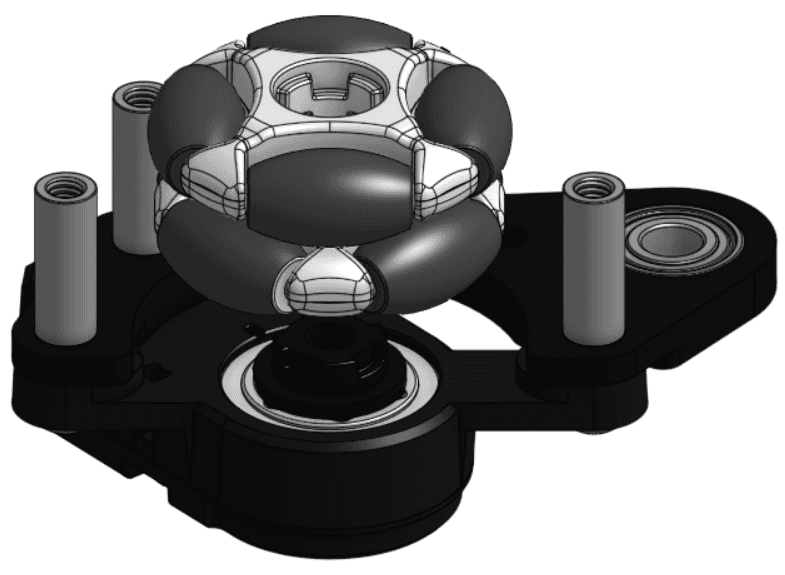 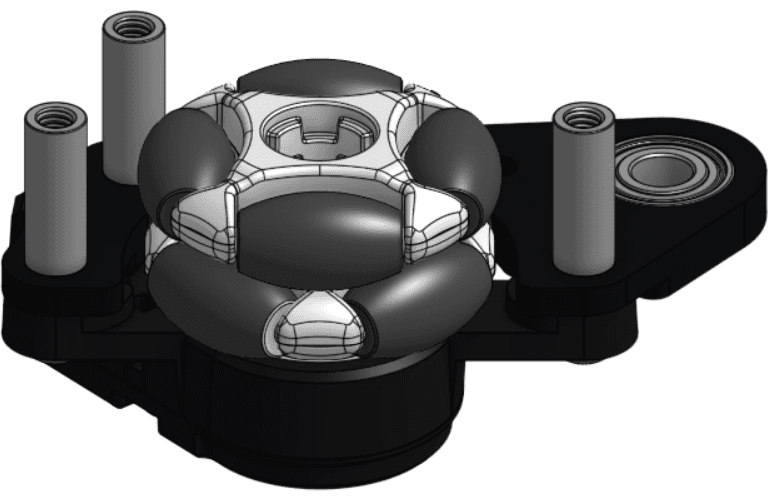 |
8 - Căn chỉnh (align) các rãnh khía (notches) của lỗ (bore) của bánh xe Rotacaster 35mm Omni Wheel (Rotacaster 35mm Omni Wheel) với các rãnh khía trên Wheel Insert 1 và ép (press) bánh xe lên insert. Việc căn chỉnh và ép các rãnh khía (notches) của insert và bánh xe khớp với nhau có thể là bước đặc biệt khó nếu dung sai in 3D (3D-printing tolerance) bị lệch. Hãy đảm bảo kiểm tra dung sai (tolerance) của các insert trong bước này. | 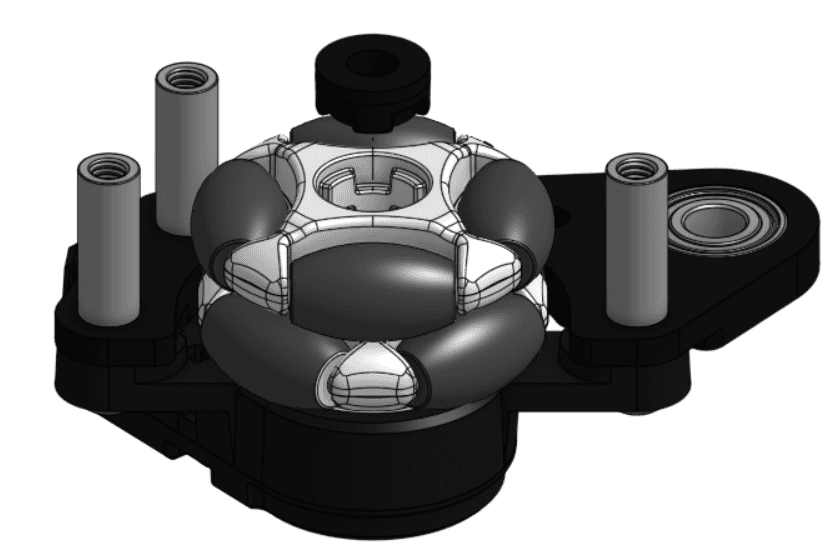 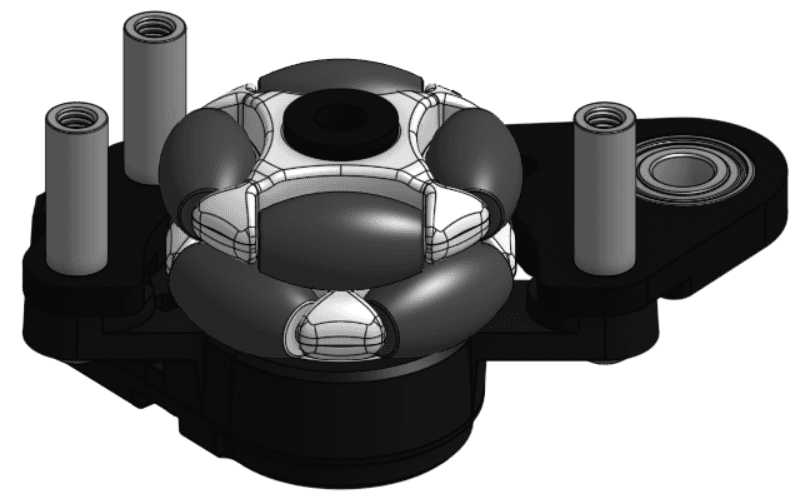 |
9 - Lắp (insert) vít vai M4 dài 25 mm (25mm M4 Shoulder Screw) vào lỗ 5 mm (5mm bore) của Wheel Inserts, và lắp ê-cu tự hãm M4 (M4 Locking Nut) vào lỗ mù lục giác (hex blind bore) của Insert 2. Sau đó siết vít cho đến khi thấy chắc chắn (secure). [Chú giải: shoulder screw = vít vai; locking nut = ê-cu tự hãm; hex blind bore = lỗ mù lục giác.] Phần vai (shoulder portion) của vít vai (shoulder screw) phải là kiểu lắp lỏng (slip fit) trong các insert, tức là không có độ rơ đáng kể (not noticeable play) nhưng cũng không khó để đưa vít vào. [Chú giải: slip fit = lắp lỏng có kiểm soát; play = độ rơ.] | 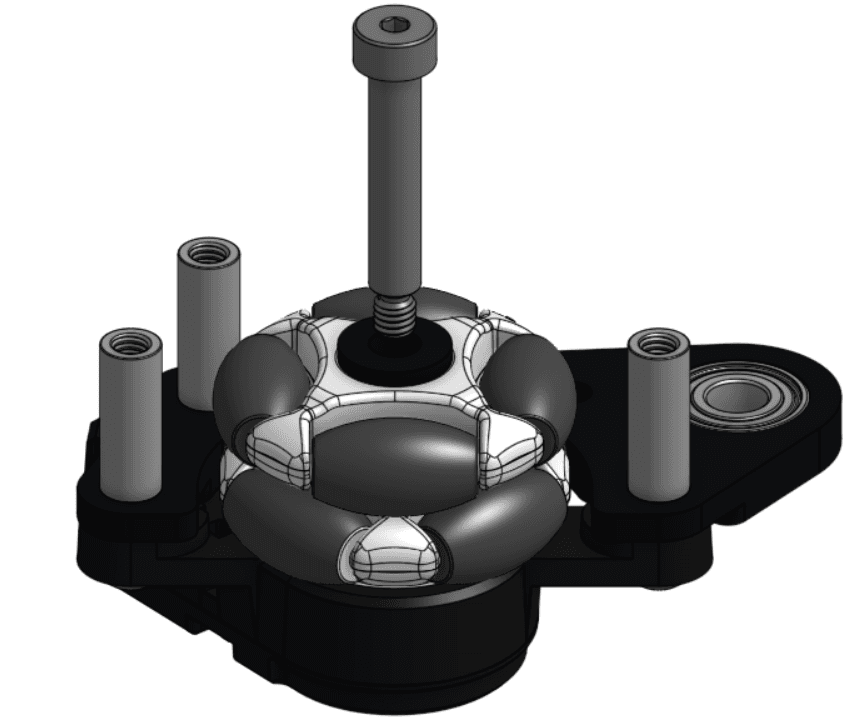 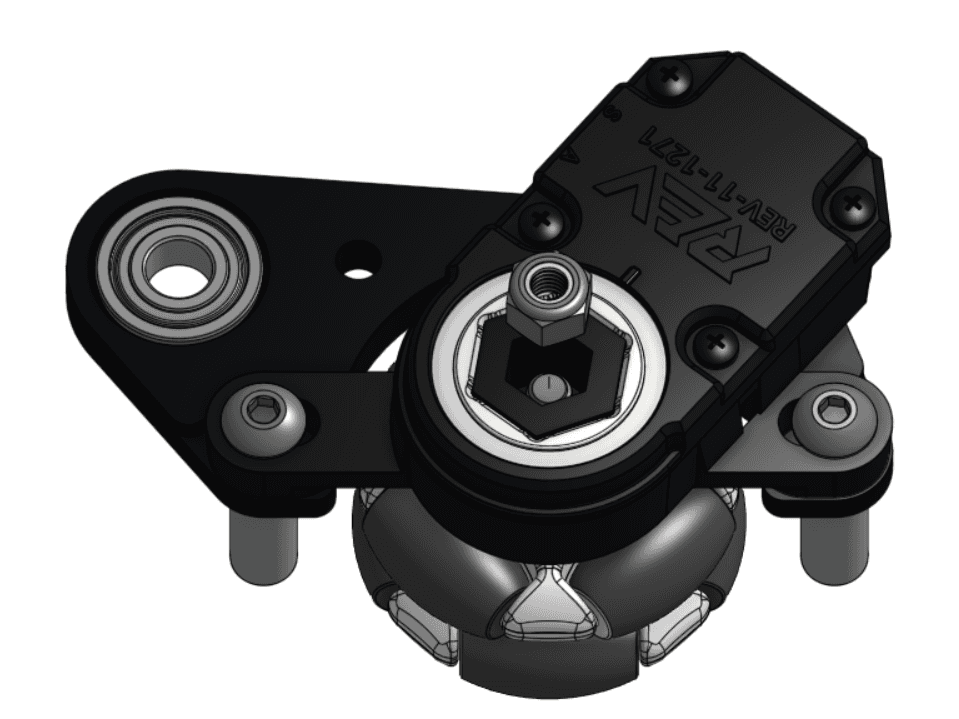 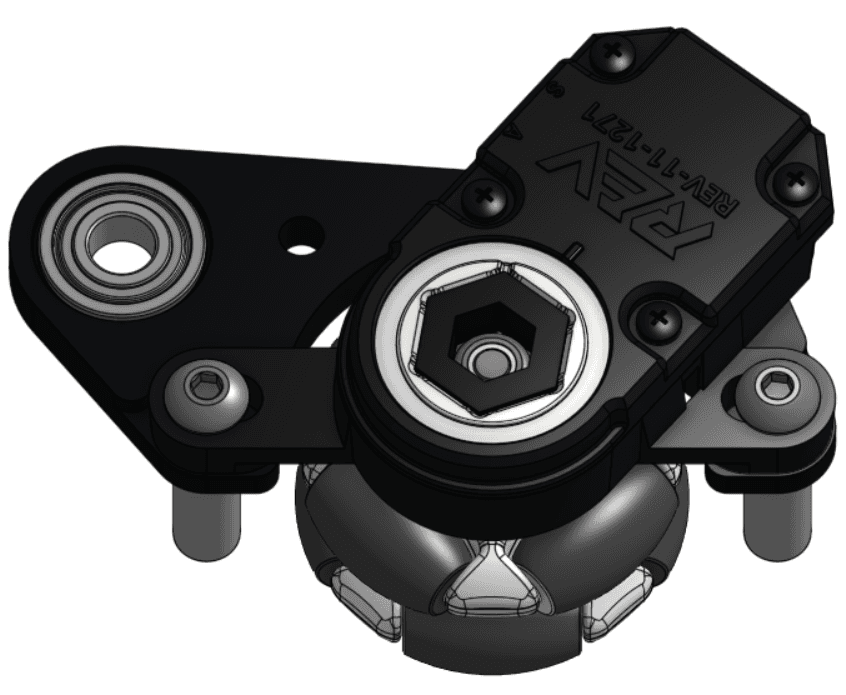 |
10 - Vặn (screw in) một trụ giãn cách M4 dài 16 mm (16mm M4 standoff) vào lỗ còn lại trên Plate 1. | 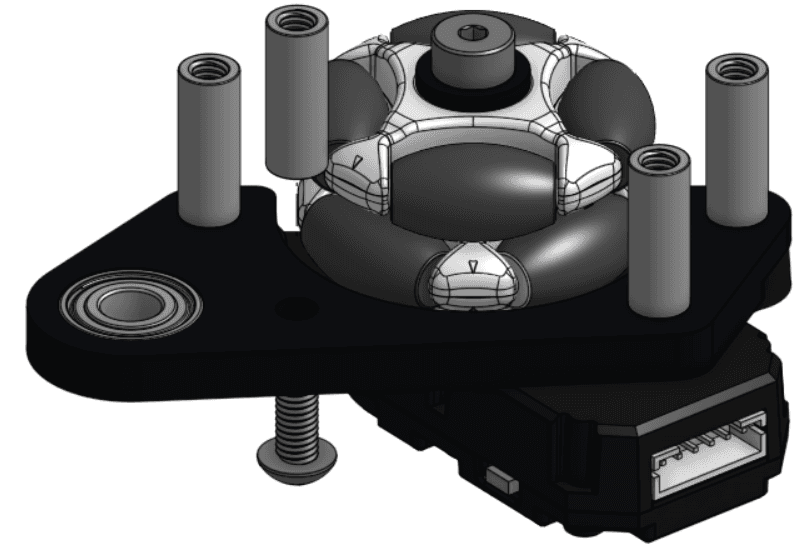 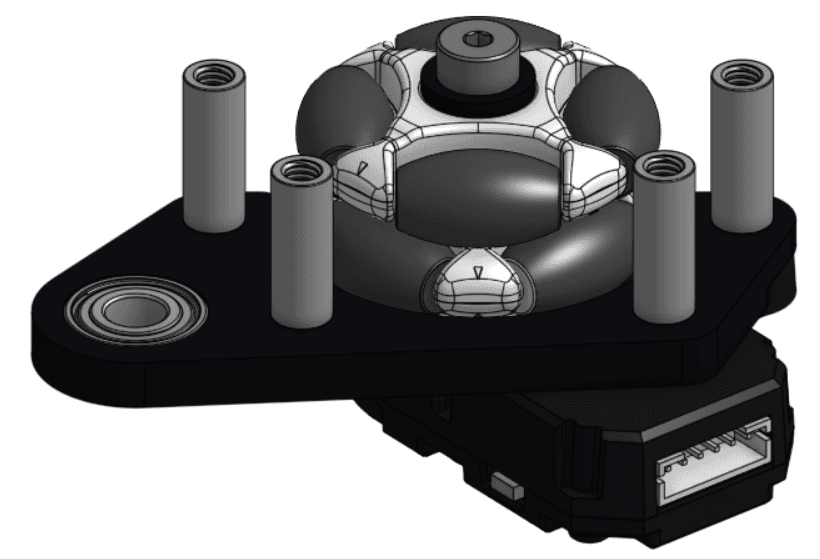 |
11 - Căn chỉnh (align) Plate 2 với các trụ giãn cách (standoffs) trên Plate 1 và bắt vít đầu còn lại của các trụ giãn cách bằng vít M4 (M4 screws). Trong bước này, hãy đảm bảo rằng đầu của vít vai (shoulder screw) tựa đúng (seats) vào ổ bi ID 8 mm (8mm ID bearing), và rằng vành tròn (circular lip) trên Insert 1 đang tiếp xúc (contacting) với vòng trong (inner race) của ổ bi ID 8 mm (8mm ID bearing). [Chú giải: inner race = vòng trong của ổ bi; seat = ăn khớp/tựa đúng vị trí.] | 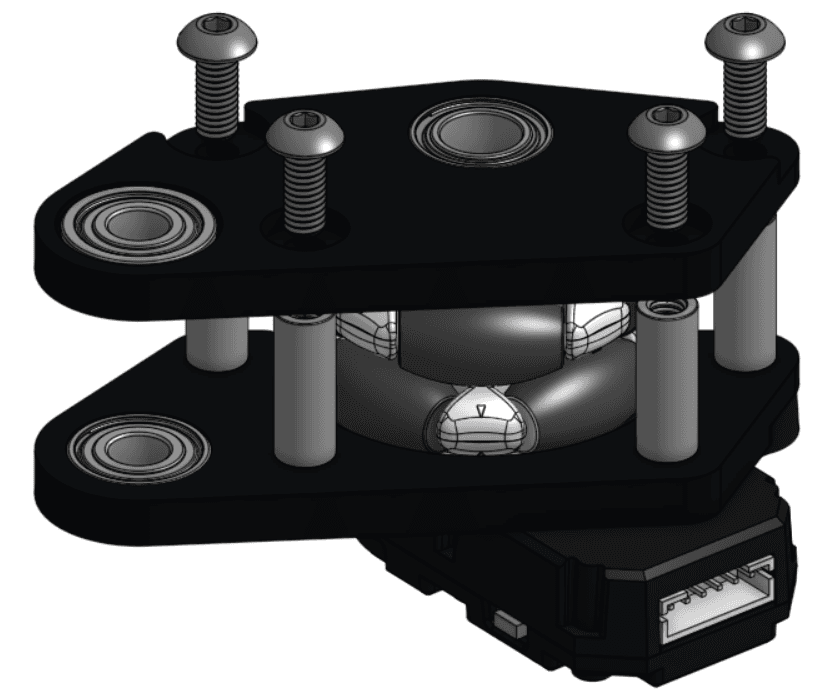 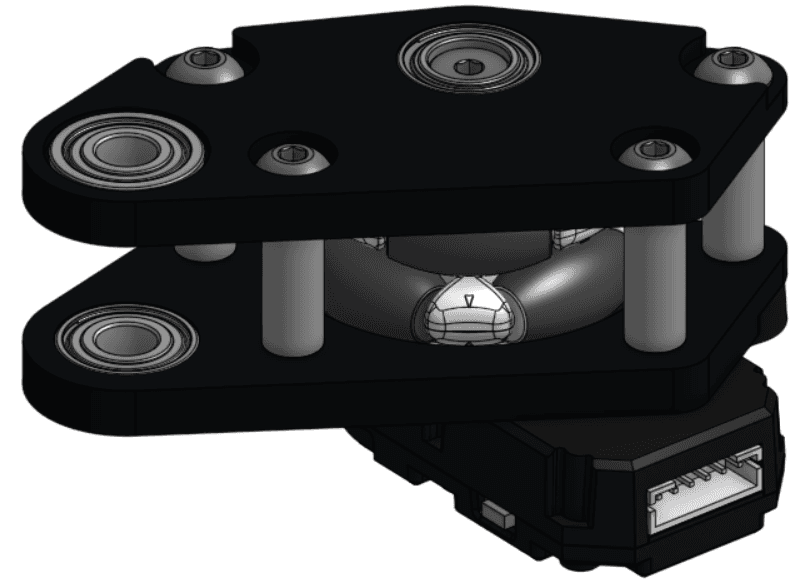 |